|
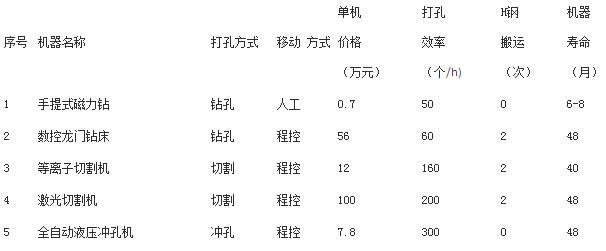
激光切割加工与冲压加工成本对比时间:2016-06-11 产品生产成本从大的方面划分包括原材料成本、加工成本和人工成本等,而原材料成本和人工成本在一定规模的情况下相差无几,而加工成本则有较大的弹性空间,我们下面就以H钢打孔加工为例来进行加工成本分析,请看下表: 激光打孔加工,激光小孔加工,激光细孔加工,激光微孔加工,细孔加工,小孔加工 激光打孔机相关技术: 激光打孔机可以和自动控制系统及微机配合,实现光、机、电一体化,使得激光打孔过程准确无误地重复成千上万次。结合激光打孔孔径小、深径比大的特点,通过程序控制可以连续、高效地制作出小孔径、数量大、密度高的群孔板,激光加工出的群孔板的密度比机械钻孔和电火花打孔的群孔板高1-3个数量级,例如:汽车配件,食品、制药,汽车喷油嘴,雾化喷嘴,发动机喷油嘴等行业使用的材料厚度为1-3mm,材料为不锈钢,黄铜,铝材料,合金材料孔径可做到0.02-0.10mm的微孔,密度为l0-100孔/cm2。 H型钢机械打孔方式比较一览表
以上各种机械加工的前提条件设定为以下几种: (1)钻孔、割孔、冲孔加工钢板厚度为12mm; (2)钻孔、割孔、冲孔直径均为20mm; (3)等离子切割机及激光切割机切割速度分别按照每分钟1000及1200mm;液压冲孔机冲孔速度按照每个5—7秒计算 (4)龙门钻床、等离子切割机及激光切割机均不考虑H钢转运时间,按不间断工作计算。 激光小孔加工,激光打孔加工,激光细孔加工,激光打孔加工,细孔加工,微孔加工,激光打孔 |