|
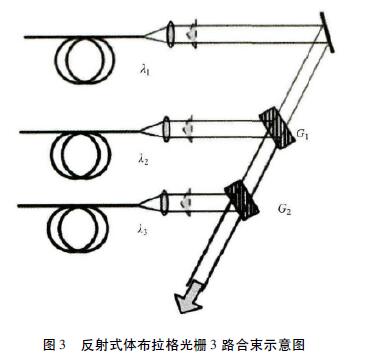
高功率窄线宽光纤激光器技术激光小孔加工,激光打孔加工,激光细孔加工,激光打孔加工,细孔加工,微孔加工,激光打孔 激光打孔机相关技术: 激光打孔机可以和自动控制系统及微机配合,实现光、机、电一体化,使得激光打孔过程准确无误地重复成千上万次。结合激光打孔孔径小、深径比大的特点,通过程序控制可以连续、高效地制作出小孔径、数量大、密度高的群孔板,激光加工出的群孔板的密度比机械钻孔和电火花打孔的群孔板高1-3个数量级,例如:汽车配件,食品、制药,汽车喷油嘴,雾化喷嘴,发动机喷油嘴等行业使用的材料厚度为1-3mm,材料为不锈钢,黄铜,铝材料,合金材料孔径可做到0.02-0.10mm的微孔,密度为l0-100孔/cm2。 高功率窄线宽光纤激光器技术 为了获得更高的合束功率,同时保持合束路数最少使系统尽可能简单,则要求单元光束有尽可能高的功率水平。光谱合束是利用光栅元件的衍射效应实现的,为了避免色散、影响合束效率和光束质量,对单元光束的单色性要求较高。同时,为了充分利用光栅的带宽和光谱分辨率,以实现更多路数的激光合束,需要产生不同中心波长的多路光束匹配光栅的入射条件,因此需要考虑单元光束的中心波长控制问题。 对单元光纤激光器来说,由于非线性效应和模式不稳定性等的影响,获得高功率和保持窄线宽往往作为矛盾的对立面很难同时满足,因此需要根据系统设计实现最优的折中。目前,常用的高功率窄线宽光纤激光器的实现方式主要有窄线宽光纤光栅技术和单频的相位调制技术等。光纤光栅技术实现的高功率窄线宽光纤激光器结构简单,但边频成分难以较好的抑制,精确控制光谱难度大,一定程度上会影响合束效率; 单频的相位调制技术实现的高功率窄线宽光纤激光器光谱精确可控,但系统复杂,成本高。二者都可通过控制种子波长来实现对单元光束的中心波长控制。 3.2 高效率高抗损伤的光栅合束元件 光栅合束元件发挥着将多路单元光束高质量合束的关键性作用,承载着最终的总功率水平,因此合束效率和损伤阈值是衡量光栅合束元件的两个核心性能指标。 如前所述,目前广泛采用的光栅合束元件主要有体布拉格光栅和多层介质膜光栅两种。图3是典型的反射式体布拉格光栅的多路合束示意图。满足光栅G1布拉格条件的光束λ2和具有一定波长差的光束λ1经光栅G1合为一束,前者经光栅衍射而后者透射经过光栅。出射后的光束λ1 +λ2与光束λ3再经光栅G2合为一束,其中,波长λ3满足光栅G2的布拉格条件。由此,便实现了三路不同波长光束的合束。以此类推,通过增加光栅数量,采用此类结构还可以实现更多路光束的光谱合束。
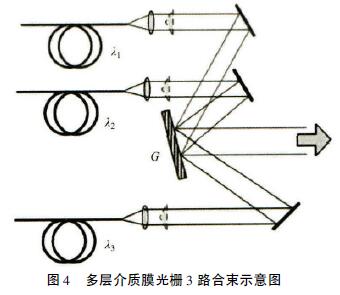
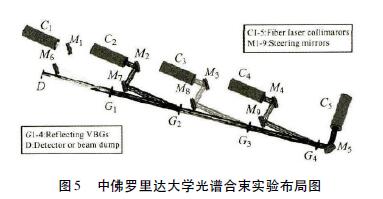
图4 是典型的多层介质膜光栅的多路合束示意图。在光栅方程式(3) 中,衍射级次m 一般取1,根据其计算结果,不同波长的三路激光以特定的不同角度入射至多层介质膜光栅G上,三路激光的衍射角度相同,即实现了三路不同波长光束的合束。在此基础上,还可以进一步增加合束的路数,只需保证各路光束的波长均处于光栅衍射顶峰的光谱带宽范围内。 4 光纤激光器光谱合束技术发展概况 光谱合束技术类似于光纤通信中的波分复用( wavelength division multiplexing,WDM) 技术,最早来源于多个激光二极管单元激光合束。美国麻省理工学院林肯实验室( MIT Lincoln Laboratory) 和美国空军实验室较早地研究了光纤激光器光谱合束的技术,以获得更高的激光功率和亮度。 从2003 年开始,以中佛罗里达大学和OptiGrate公司为主报道了一系列采用在PTR( photo - thermo- refractive) 玻璃中制作的体布拉格光栅作为合束元件开展光纤激光器的光谱合束的研究工作。2009年,中佛罗里达大学采用此种光栅将5 路光纤激光器进行光谱合束,如图5 所示,输出功率达到了773 W,光束质量为M 2 = 1.14 的近衍射极限。
激光小孔加工,激光打孔加工,激光细孔加工,激光打孔加工,细孔加工,微孔加工,激光打孔 |